2025年5月1日3点20分许,在重庆鸿盛医药化工有限公司一车间B区发生一起生产经营性火灾事故,过火面积约200平方,无人员伤亡。
事故发生后,万盛经开区应急管理局根据《中华人民共和国安全生产法》《生产安全事故报告和调查处理条例》《重庆市安全生产条例》等相关规定和万盛经开区管委会的授权,会同区管委会办公室、区公安分局、区经信局、区消防大队、区总工会、平山园区管委会及王华荣等3位专家组成事故调查组,并邀请綦江区人民检察院万盛中心检察室、区纪工委监察室派员参加。
事故调查组按照“四不放过”和“科学严谨、依法依规、实事求是、注重实效”的原则,采取现场勘查、调查取证、询问有关当事人和目击者、查阅有关资料以及聘请专家论证等方式开展事故调查,最终认定,重庆鸿盛医药化工有限公司“5·1”一般火灾事故是一起因企业安全生产主体责任不落实引起的生产安全事故。
一、事故基本情况
(一)事故单位基本情况
1. 重庆鸿盛医药公司化工有限公司(以下简称“鸿盛医药公司”),住所重庆市万盛区关坝镇新化路89号,成立日期2018年6月8日,统一社会信用代码91500****,类型有限责任公司,注册资本3920万元整,法定代表人林*,经营范围基础化学原料制造(不含危险化学品等许可类化学品的制造);专用化学产品销售(不含危险化学品);专用化学产品制造(不含危险化学品);化工产品销售(不含许可类化工产品);生产销售氯噻酮中间体、甲氧那明、盐酸沃尼妙林、碘酸钾、亚铁氰化钾、氨溴索中间体、贝达喹啉中间体A和B、潘生丁中间体、对硝基苯乙酮、呋喃铵盐、洛索洛芬钠中间体。鸿盛医药公司于2023年7月26日首次取得危险化学品安全生产许可证,许可证编号渝WH安许证字〔2023〕第30号。
(二)事故发生经过
根据鸿盛医药公司生产安排,计划自2025年4月29日组织甲醇溶剂回收工作,在复产前参照鸿盛医药公司《开停车管理制度》由车间联合公司生产部、设能部、质量部、安监部、技术部对一车间B区溶剂回收装置开展复产前检查,经联合检查确认安全同意投入生产使用。甲醇溶剂回收生产活动采用两班制(每班2人,连续工作24小时),4月29日至4月30日完成一个班次生产。
生产现场共2套溶剂回收装置,正在运行的是T1072溶剂回收装置,T1071未投入使用。
4月30日7点40分,当班班长肖*和黄*会接班,开始第二班次作业,交接班安全交底时未反馈需要注意事项。工作持续到5月1日3点3分左右,当班工人黄*会在一楼进行作业时,察觉到有液体从二楼滴落并闻到浓烈的甲醇气味。随后前往二楼进行排查,经检查发现,二楼尾气接收罐(即前馏分接收罐V1072B)出现甲醇从人孔处溢出情况,且二楼地面已出现积液。随后黄*会返回一楼关闭装置蒸汽总阀门,又前往二楼依次关闭了装置的甲醇回流阀门和采出阀门,并在二楼附近找来取样桶等进行收集,在收集的过程中,发现甲醇溢出情况持续加剧。3点20分,溢出的甲醇从二楼墙间缝隙漏至一楼并渗入4号位摄像头旁的应急照明灯,造成应急照明灯线路短路出现火花,引起泄漏的甲醇迅速燃烧,最终造成一车间B区大面积失火。正在一车间B区一楼中间侧门附近的黄*会发现一车间B区T1072位置靠墙处已经开始起火,并迅速扩散燃烧,黄*会边往车间外跑边大声呼喊,一车间B区上班的所有工人听到她的呼喊后迅速撤离车间,并向值班领导及公司领导报告。值班领导常务副总张*接到报告后,立即组织企业人员进行救援,公司其他领导陆续到达现场后,积极参与救援。后火势蔓延至一车间B区的二楼和三楼,3时36分区消防救援大队到达现场进行扑救,直至明火最终被扑灭。
(三)事故现场情况
事故造成一车间B区大面积失火,过火面积约200平方米,大量生产装置及电力线缆不同程度受损和烧毁。图1 
图1 火灾后的现场照片
(四)事故现场勘验情况
1. “三同时”实施情况。鸿盛医药公司于2021年先后委托重庆市安全生产科学研究院和广东政和工程有限公司分别编制了设立安全评价报告和安全设施设计专篇,并提请市应急管理局审查通过,分别取得审查意见书渝危化项目安条审字〔2021〕第1号和渝应急危化项目设计审字〔2021〕第3号。在项目建设施工期间,为提高生产安全性和提高原料利用率,再次于2023年委托广东政和工程有限公司对设施设计专篇进行设计变更并提请市应急管理局审查通过,审查意见书渝应急危化项目设计审字〔2023〕第4号。同年,鸿盛医药公司完成建设通过试生产依法取得危险化学品安全生产许可证,许可范围含甲醇回收套用。在取得危险化学品安全生产许可证后,鸿盛医药公司为提升溶剂回收套用合格率,在原生产装置系统上加设蒸馏塔一个,并再次委托广东政和工程有限公司对溶剂回收套用装置进行设计变更。经专家现场勘验,一车间B区溶剂回收装置主要设备设施的安装布局及工艺路线流程与广东政和工程有限公司出具的施工竣工图基本相符。
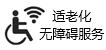
2.甲醇溶剂回收工艺设计情况。按照鸿盛医药公司PID施工图纸,事故发生时运行的T1072塔蒸馏系统流程为:T1072蒸馏塔塔顶冷凝器液相出料管道在气液分离器后分别由一条总管分为两条管道,一条作为回流返回至塔上部,一条作为采出至V1072C合格品接收罐1及V1072D合格品接收罐2或进入V1072B前馏分接收罐。两条分支管线均设置远程流量调节和就地手动流量调节, T1072蒸馏塔冷凝不凝气经气液分离器距离底部三分之二处有气相管道接入V1071B/V1072B前馏分接收罐,再通过前馏分罐尾气管线接入尾气处理系统。T1071蒸馏塔系统设计流程与T1072蒸馏塔系统完全相同,两套蒸馏系统均独立运行。PID如图2。
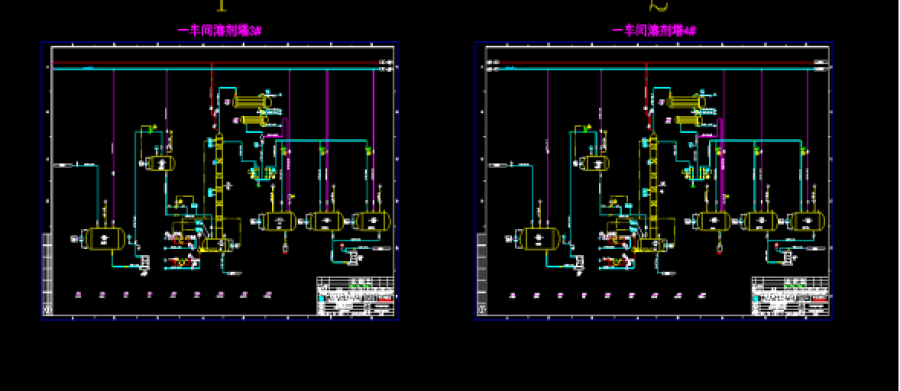
图2 1071/1072 甲醇回收装置施工图
3. 现场实际勘验情况。5月1日当天,T1072蒸馏回收系统运行,装置中所有的自动阀门前手阀均处于完全关闭状态,并不进行远程操作,而由现场操作人员通过观测流量计,采取人工调节蒸汽管道手动截止阀、回流管道手动球阀及采出管道手动球阀的方式进行控制回流比和采出。经现场核查,V1072B前馏分接收罐与V1071B设备位号与功能互换,即正在运行的T1072蒸馏系统对应的前馏分接收罐(尾气接收罐)实际为V1071B;T1071/T1071两套蒸馏在气液分离器液相出口联通有一根带手动球阀的管线,且T1071气液分离器出口增设有一道球阀(施工竣工图无该设计);设计作为成品罐的V1072D实际作为蒸馏残液罐,蒸馏残液或难以蒸馏合格的原料液通过增加设置在塔釜旁的泵进入V1072D。流程示意如图3。
图3 1071/1072 甲醇回收装置现场实际流程示意图
一车间顶楼T1071/T1072两套蒸馏塔系统冷凝器后气液分离器液相采出管之间联通管线球阀全开,T1071气液分离器出口增设的球阀全关。如图4所示。

图4 T1071/T1072蒸馏塔冷凝器后液相采出管现场情况
V1072B前馏分接收罐顶部人孔未闭合,无人孔盖。如图5。

图5 二层钢平台V1072B前馏分接收罐甲醇蒸馏液溢流位置
从火灾视频中横直方向铁管上的火光判断出第一起火点在4号摄像头所在位置的墙壁与两根横直铁管之间偏下区域,该范围的电气设备是应急照明灯具,我们在灯具安装位置下面的地面上发现了此已严重破坏的应急照明灯具,且拆开灯具后发现有明显的内部燃烧痕迹。见图6.7.8.9。

图6 第一起火时刻视频截图

图7 一车间B区一楼4号摄像头下面的应急照明灯具

图8左为烧毁的应急照明灯具,有明显内部烧痕。右为对比灯具,有明显的高温熔融痕迹

图9 一车间B区一楼4号摄像头下的应急照明灯具外壳从里向外变形
(五)事故造成的人员伤亡和直接经济损失
本次火灾事故过火面积约200平方米,无人员伤亡,财产损失80余万元。
二、事故应急处置及评估情况
事故发生后,鸿盛医药公司按照事故报告程序依法依规向属地政府和相关部门进行了报告,并启动响应程序组织救援,阻止事故进一步扩大。
3时26分,区消防大队接到报警电话立即上报区党工委、管委会,管委会立即组织区应急救援队、消防救援大队、平山园区管委会、城市管理局等多家救援队伍立即赶往现场处置。区消防救援大队出动7车42人参与救援,应急等相关单位出动20余人配合救援,公安分局到现场进行秩序管控,生态环境局到现场开展环境监测工作。市消防总队指挥中心接报后立即调派28辆消防车、133名消防救援人员赶赴现场处置。
3时36分,处置力量到场;4时08分,火势得到控制;4时57分,明火被扑灭。整个应急处置过程中未发生次生、衍生事故,无网络舆情发生。
三、事故原因
通过调查组的调查取证,根据《企业职工伤亡事故分类标准》(GB6441-86) 和《企业职工伤亡事故调查分析规则》(GB6442-86)分析认定,确定造成该次事故的原因如下:
(一)技术原因
物的不安全状态:
1.V1072B前馏分接收罐(员工所称尾气接收罐)磁翻柱液位计损坏,中控室DCS控制系统一直显示为0,现场液位一直显示在低位,导致员工在生产过程中不能正常判断生产现状,再加之V1072B前馏分接收罐人孔井未封闭,最终导致回收的甲醇溶剂从V1072B前馏分接收罐人孔外溢渗入应急照明灯引发火灾,这是导致事故发生的直接原因。
2.T1071/T1072蒸馏塔冷凝器后气液分离器液相出口擅自加设一根带手动球阀的管线,导致T1072蒸馏塔冷凝器后气液分离器液相联通管道串到T1071系统中前馏分接收罐。
3.防爆应急照明灯具没有开展定期专业检测维护,未能及时排查发现防爆应急照明灯具未完全密闭,导致甲醇通过线路渗入灯具内后短路引发火灾。
人的不安全行为:
4. 甲醇泄漏后,黄元会应急处置操作错误,在紧急关闭T1072蒸馏塔的蒸汽阀后,又关闭了回流阀及采出阀,导致T1072蒸馏塔中的甲醇蒸馏液无法采出和回流,最终只得经T1071气相管进入V1072B前馏分接收罐,进一步加剧了甲醇蒸馏液的溢出。
(二)管理原因
1. 安全生产责任制不落实。鸿盛医药公司未能有效督促从业人员严格执行本单位的安全生产规章制度和操作规程,风险隐患双防控机制不落实;管理层安全生产履职不力,安全意识淡薄,安全管理粗放,奖惩不明,隐患长期存在。
2. 变更管理混乱。生产总监谢*德于2025年3月18日在T1071/T1072蒸馏塔冷凝器后气液分离器液相出口擅自加设一根带手动球阀的管线,导致T1072蒸馏塔冷凝器后气液分离器液相联通管道串到T1071系统中前馏分接收罐,属工艺技术较大变更,未按照鸿盛医药公司《变更管理制度》落实变更审批程序,未按照《重庆市应急管理局关于进一步加强危险化学品企业安全风险分析的通知》(渝应急发〔2021〕9号)要求委托具有相应资质的设计单位进行设计变更。
3.复产检查流于形式。4 月 29 日,一车间甲醇溶剂回收装置复产前,公司组织多部门按照《开车前安全检查分析及风险评价表》开展检查,检查结果全部符合安全条件,但现场实际存在擅自增设管道、2 个尾气接收罐人孔盖未封闭、V1072B 磁翻板液位计故障远程信息掉线及可燃有毒气体泄漏检测报警系统未能正常使用等诸多明显隐患和突出问题,检查走过场,在不满足复工条件的情况下盲目开工。
4.安全教育培训不足。甲醇泄漏后,员工应急处置操作不当。在紧急关闭 T1072 蒸馏塔蒸汽阀后,又关闭回流阀及采出阀,致使 T1072 蒸馏塔中的甲醇蒸馏液无法采出和回流,最终经 T1071 气相管进入 V1072B 前馏分接收罐,加剧了甲醇蒸馏液的溢出。调查显示,黄*会在产假结束复工及岗位调整后,针对甲醇溶剂回收的培训仅为一个半小时,异常工况应急处置能力欠缺,反映出公司安全教育培训工作不到位。
5.劳动组织不合理。甲醇溶剂回收岗位共4人,分为两班,每班两人,公司规定每班需连续工作24小时。过长的工作时间导致员工精力难以集中,应急处置应变能力下降,误操作概率增加,黄*会在处置异常工况时的表现充分体现了劳动组织的不合理性。
四、相关单位安全履职调查情况
(一)万盛经开区应急管理局
万盛经开区应急管理局作为鸿盛医药公司安全生产工作专项监管部门,指定危化科承担危险化学品和烟花爆竹的安全监督管理工作。经查,该局制定了《2025年危险化学品烟花爆竹安全生产监督检查计划》,并报经万盛经开区管委会审查同意。2025年以来,危化科已开展计划检查10家次,双随机抽查检查16家次,部门组团联合检查4家次,下达整改指令16份,检查发现安全隐患122项,对检查以及举报投诉发现的违法行为立案调查处理11起,罚款金额6万余元。根据应急局《2025年危险化学品烟花爆竹安全生产监督检查计划》,鸿盛医药为重点监管对象,全年计划检查2次,计划检查时间为4月、10月。在今年4月,万盛应急管理局联合市应急管理局对鸿盛医药开展执法检查2次,根据(万盛)应急检查〔2025〕危化 9号和(渝)应急检查〔2025〕登记 27号,检查范围及内容为三车间硝化和硝酸铵、五种高危工艺以及库区危化品登记情况,累计发现隐患25条。根据审定实施的现场检查方案内容,检查范围未涵盖本次事故发生地点一车间B区。
(二)万盛经开区平山园区管委会
万盛经开区平山园区管委会作为鸿盛医药公司属地监管部门,指定园区安监部具体承担安全生产监督检查职责。园区结合区应急管理局、区市场监管局等区级行业管理部门的执法检查计划制定了园区《2025年安全生产监督检查计划》,计划明确鸿盛医药公司安全风险等级为黄色,园区计划在2025年的3月、4月、9月对鸿盛医药公司开展检查。2025年3月19日,平山园区管委会协同区市场监管局对鸿盛医药公司特种设备进行检查,发现问题4个,由市场监管局下达特种设备安全监察指令。2025年4月27日,平山园区管委会协同区应急管理局对鸿盛医药公司危化品登记工作开展安全检查,发现问题3个,由区应急管理局对鸿盛医药公司下达责令限期整改指令书,相关问题均在规定时间内完成整改,检查范围均未涵盖一车间B区。
五、责任认定及处理建议
(一)对事故责任者的责任认定及处理建议
1. 建议不予追究刑事责任。
本次事故未造成重大人员伤亡和其他严重后果,建议不予追究刑事责任。
2.建议给予行政处罚人员(1人)
龙*伟,鸿盛医药公司总经理(分管安全负责人),生产安全工作第一责任人,安全生产履职不力,未有效落实安全生产法定职责,未及时检查安全生产工作,消除事故隐患,对甲醇溶剂回收开车管理上存在的问题失职失察,对事故发生负有领导责任,其行为违反《中华人民共和国安全生产法》第二十一条第(一)(二)(五)项规定,根据《中华人民共和国安全生产法》第九十四条第二款和第九十五条第一项,建议由鸿盛医药公司给予龙*伟撤职处理,建议万盛经开区应急管理局对龙*伟依据法律规定对该公司主要负责人处2024年年收入40%罚款的行政处罚,处人民币罚款75933.188元。
3.建议按照企业规定给予处理的人员(6人)
(1)张*,常务副总,作为公司生产工艺技术负责人,安全生产履职不力,对溶剂回收装置生产准备、操作管理落实情况执行不到位失察,对事故发生负有管理责任。
(2)谢*德,生产部部长,作为溶剂回收生产负责人,对装置的安全生产管控不力,对擅自加设联通管道变更设计和人孔井长期未封闭突出隐患熟视无睹,对事故发生负有管理责任。
(3)李*,仪表电气总工,安全生产履职不力,V1072B磁翻板液位计故障远传信息长期掉线,可燃有毒气体泄漏检测报警系统未能正常使用,防爆应急照明灯未委托第三方专业机构开展定期检测,对电气仪表设备设施的安全生产管控不力,对事故的发生负有管理责任。
(4)况*波,安全部部长,安全生产履职不力,对溶剂回收装置复产投入使用前的联合检查组织不力,对公司隐患排查治理工作监督不力,对事故的发生负有管理责任。
(5)王*彬,设能部部长,对设备维护管理不善,对生产设备完好性管理失察,对事故发生负有管理责任。
(6)肖*胜,一车间主任,对车间安全生产工作管理不到位,对生产准备、工艺操作落实执行情况失管,未及时排查并消除事故隐患,对事故的发生负有管理责任。
建议区应急管理局责成鸿盛医药公司对上述事故责任人员及其他相关人员按照企业规定给予处理。
(二)对事故责任单位的责任认定及处理建议
鸿盛医药公司“5·1”火灾事故暴露出该公司安全生产责任制层层缺位、管理层履职不力、安全管理系统性失效的突出问题,对事故发生负有不可推卸的责任,依据《中华人民共和国安全生产法》第一百一十四条第一款第一项,建议区应急管理局对鸿盛医药公司按照法律规定处30万元罚款的行政处罚。
(三)其他处理建议
1、 建议万盛经开区应急管理局、平山园区管委会对鸿盛医药公司进行安全生产约见警示谈话。
2、建议鸿盛医药公司针对本次事故全面开展事故隐患排查,开展警示教育,并将有关责任人员处理结果书面报送万盛经开区应急管理局、平山园区管委会。
3、建议万盛经开区应急管理局党委、平山园区管委会党工委作事故书面检查报万盛经开区党工委,公职人员履职问题移交有关部门按照干部管理权限进行处理。
六、事故防范和整改措施
为避免类似事故再次发生,从此次事故中深刻汲取教训,针对本次事故的特点,建议如下:
(一) 举一反三开展大排查大整治
鸿盛医药公司应当深刻吸取此次事故的教训,对公司进行一次深入的安全大排查,对安全防范措施不到位,不具备安全生产条件的作业区域,立即停工整改。进一步完善安全生产管理制度,重新梳理安全生产责任制,明确各岗位安全职责,将责任细化到具体人员,并建立有效的考核机制。严格执行变更管理制度,对工艺技术、设备设施等任何变更,必须按照规定的审批程序进行。重新制定详细、具体且具有针对性的开工前安全检查分析及风险评价表,明确检查项目、标准和责任人。
(二)加强安全教育培训
鸿盛医药公司要制定系统的安全教育培训计划,除了常规的安全生产规章制度和操作规程培训外,增加异常工况应急处置、风险辨识与防控、操作规程等内容的培训。对于新入职员工、转岗员工以及复工员工,要进行严格的岗前培训和考核,考核合格后方可上岗。定期组织员工进行复训和演练,巩固培训效果,提高员工应对突发事件的能力。
(三)强化设备隐患排查治理和维护保养
鸿盛医药公司要进一步建立健全和落实设备维护保养制度,特别是对磁翻柱液位计、可燃有毒气体泄漏检测报警系统、防爆应急照明灯具等关键设备,要增加检测频次,确保设备正常运行。
(四)改进劳动组织安排
鸿盛医药公司要重新评估甲醇溶剂回收岗位的劳动强度,合理调整工作时间,避免员工长时间连续工作。根据生产实际需求,合理配置人员,确保各岗位人员充足且具备相应的技能和经验。
(五)切实强化事后执法监督
万盛经开区应急管理局、平山园区管委会要针对本次事故暴露出的突出问题和事故隐患,组织专家强化事后执法监督,按照“四不放过”对鸿盛医药公司从设计、安装、使用全链条开展执法检查,对鸿盛医药公司整改情况组织专业技术力量进行评估和验收,确保整改措施落实到位,切实提高企业的安全生产水平,防止类似事故再次发生。
重庆鸿盛医药化工有限公司“5·1”一般火灾事故调查组
2025年6月19日